Introduction
The major challenge of operator companies is to inspect non-piggable pipelines, due to their limited access. Most In-Line Inspection (ILI) methods, such as pigging, require a launcher/receiver and require operations to stop for the inspection procedure to take place. We are happy to introduce to you a Contactless Magnetometric Diagnostic as a non-intrusive method, which is able to inspect pipelines without inline or any contact inspection.
Basics of CLMD
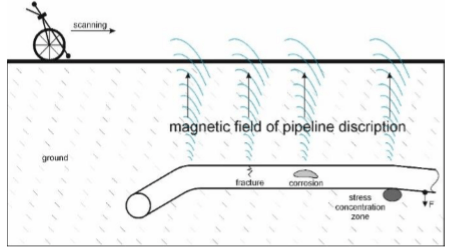
CLMD is based on Villari effect (magneto-elasticity, of inverse magnetostriction). When subject to mechanical deformation (or stress), metal changes its magnetization. The basis of CLMD integrity concept is the fact that it is not defects themselves that are dangerous for metal snd constructions, but local combination of defects and high stress is. CLMD is capable of remote detection of stress concentration spots in pipe metal by analyzing its magnetic eld. It detects areas with stress concentrators (defects and locally applies forces) and determines the danger degree of these areas.
Defects which can be detected with CLMD
1. Crack-like defects
2. Stress corrosion cracking
3. Nicks, scratches and dents
4. Local corrosion
5. Defects of welds
6. Delamination
7. Coating damages

CLMD Process Breakdown
Stage 1 (CLMD-1)
During inspection the pipeline scanned by high sensitive six-channel sensor and recorded by Tester of Stress Concentration. The device should be moved directly over the axis of
the pipeline.
Velocity of scanning – 0,5 – 1,0 m/sec.
Stage 2 (CLMD-2)
After analyzing the scanned data the zones of anomalies should be inspected with using same method once again. Pipeline excavation sites are
selected based on results of the second inspection.
1. Locations of defects are determined based on GPS data
2. Pit holes are excavated at a number of anomaly zones
3. Removal of coating from all around the pipe
4. Implementation of NDT methods for damages examination and verification:
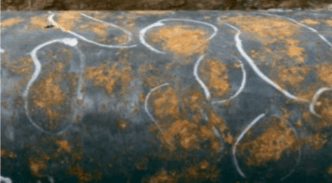
• Visual Inspection
• MPI to check surface discontinuity/Surface Cracks
• DPT to check Cracks
• Manual UT with Straight & Angular probes
• Radiography


RECENT CLMD CASE WITH JSC TRANSNEFT - DRUJBA
Transneft-Drujba, JSC, a subsidiary of the leading Russian oil transporting company – Transnet – is a large enterprise transporting hydrocarbons.
Survey was conducted by us at the Client’s hazardous industrial facilities, namely oil pipelines of various diameters and length, running over 50 kms.
Verification procedures were held up with implementation of conventional NDT methods (Acoustic Emission test, Ultrasonic test, Dye Penetrant inspection, Visual inspection, Radiography), which confirmed actual defects, as cracks-like defects, scratches, corrosion, weld damages.