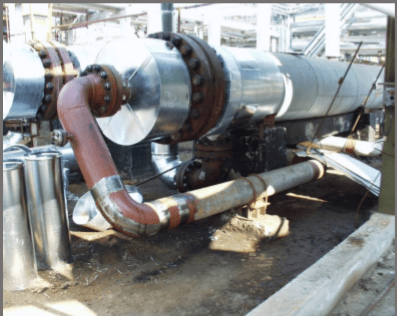
Crack at a heat exchange nozzle & Crack in a girth weld of process pipeline
Results: crack in the heat affected zone of nozzle D250 mm on depth ~5 mm, length 20 mm, height up to 2 mm.
Results: crack from the internal side of a girth weld of the process pipeline, length 100 mm, height 5 mm.
Results: crack from the internal side of a girth weld of the process pipeline, length 100 mm, height 5 mm.

Pneumatic tests "turnkey" in accordance with the provisions of international standards
Pneumatic tests "turnkey" with AE of coke chambers and atmospheric column, with the development of the loading system and the procedure of pneumatic tests in accordance with the provisions of Russian standards and taking into account international regulatory documents (ASME and EN).
In connection with the unique dimensions (2000-3000 m3) of the tested objects, three AE systems with a total number of channels above 100 were used.
Results: defects in the auxiliary seams.
Results: defects in the auxiliary seams.
Leakage at the AGST bottom
Inner sidewall of Metal Storage Isobutane Tank 160x1 need to be tested be AE method to evaluate the condition of the tank.
Two AE systems - Vallen Systeme AMSY-5, Acoustic Emission (AE) and Physical Acoustic Corporation (PAC) DiSP with summary 88 AE channels were used for the AE test of 37,49 m dia, 26,57 m height isobutene tank.
Access to the tank shell for sensors setup and calibration was by telescoping-boom crane. Because of this tank is completely insulated, waveguides with 150 kHz piezoelectric sensors were mounted around the tank wall circumference.
Active (D) and Intense (E) AE sources in the material and welded joints of the body of the tested vessel were not found. It is recommended to make a future inspection in the zones of “C” grade channels – 18 (DiSP) (zone 1).
Two AE systems - Vallen Systeme AMSY-5, Acoustic Emission (AE) and Physical Acoustic Corporation (PAC) DiSP with summary 88 AE channels were used for the AE test of 37,49 m dia, 26,57 m height isobutene tank.
Access to the tank shell for sensors setup and calibration was by telescoping-boom crane. Because of this tank is completely insulated, waveguides with 150 kHz piezoelectric sensors were mounted around the tank wall circumference.
Active (D) and Intense (E) AE sources in the material and welded joints of the body of the tested vessel were not found. It is recommended to make a future inspection in the zones of “C” grade channels – 18 (DiSP) (zone 1).

Corrosion state of AGST bottom
Method is experience-based and is capable of determining the overall floor condition. The tank evaluation can be "good” (A Grade - no further action required), "intermediate” (B and C Grades - either overall activity or potential leak sources), or "poor” (D grade - requiring internal inspection and repair). The method helps to determine if further (internal) inspection and repairs are required and is therefore an effective maintenance planning tool, especially for tank farms.

Assessment of main and interunit pipelines
Over 500 km of main pipelines are tested by AE – bridge lines, spiral weld pipes, pipelines with welded joints, made with backing rings.
Results: worm-hole in an annular welded joint of the interplant 4“ammonia pipeline.
Results: worm-hole in an annular welded joint of the interplant 4“ammonia pipeline.
Leakage at the AGST bottom
The AE method is used to assess the condition of pipelines for various types of crossings - via highways, railways, water barriers.
Results: activity in the zone of sliding base.